6g|FANUC数控铣床编程基础-G01直线插补1
文章图片
在学习数控程序编制时 , G01是需要最先学习的一种插补指令 , 它的含义是使刀具按照给定速度沿直线运动到目标点 。 格式是:
G01 X_Y_Z_F_;
其中X_Y_Z_是指目标点的位置 , 也就是执行本段代码 , 刀具沿直线按照F的设定速度运动到目标点X_Y_Z_ , 走一段直线 。 其实其中隐含了一个重要内容 , 刀具要从对当前位置向目标点走一段直线 。 也就是说不管刀具在任何位置 , 执行这段代码 , 刀就从其所在点沿直线插补运动到目标点 。 因此如果我们想在工件的某个要素上走一段直线 , 那么就要先将刀具移动到这个线段的起点 。
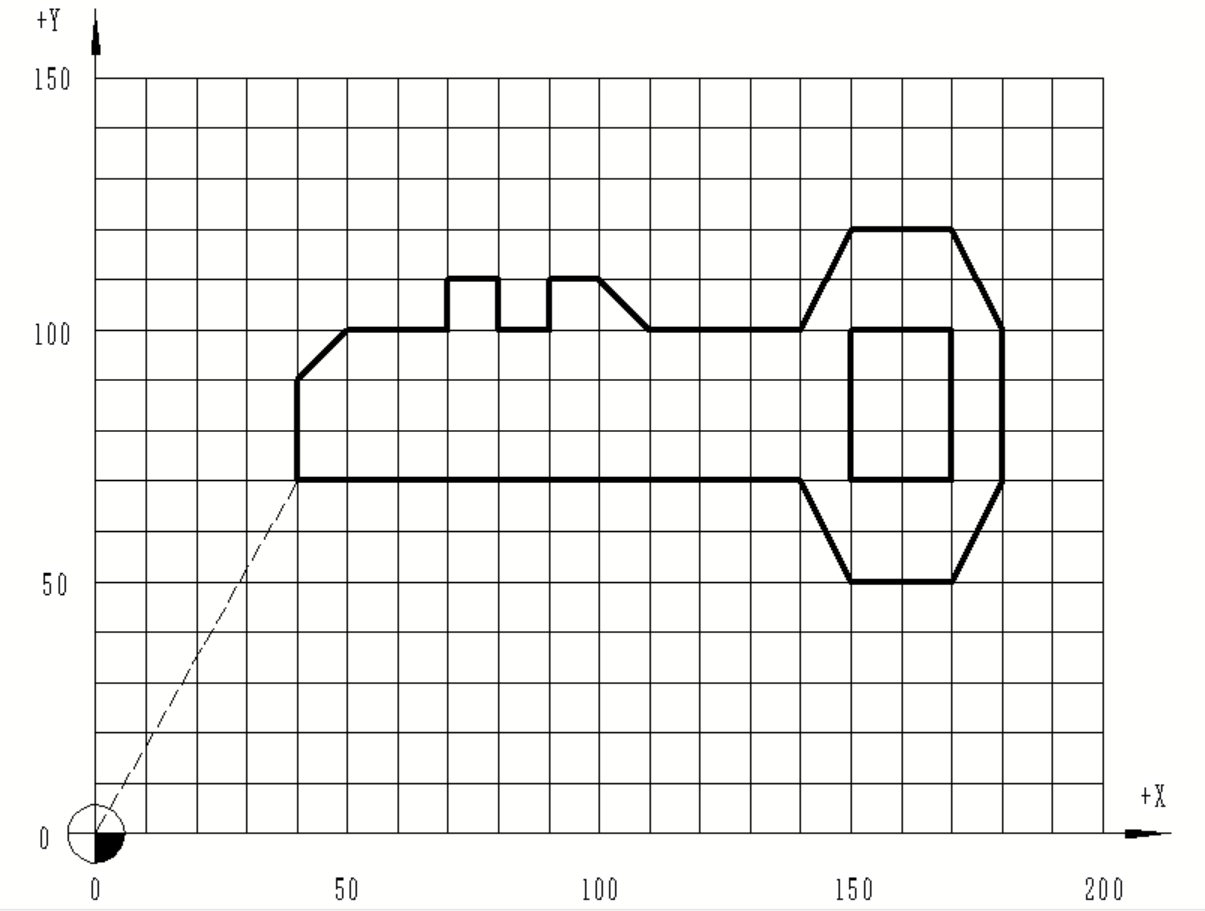
下面的轮廓都是由直线段组成的 , 我们来编制一下这个轨迹 , 假设不考虑刀具指定 , 就像用笔在纸上画出图案 , 这里我们假设刀具下切至工件2mm进行轨迹切削 。 这个钥匙形状的轮廓分为内外两圈 , 当外圈轮廓切完时 , 刀具不能在Z-2的高度直接移动到内部方形轮廓 , 那样轨迹就不对了 , 切完外圈 , 要时刀具先抬至工件上表面之上 , 在移动到方形轮廓的角点 , 再下切至-2高度切削这一长方形轮廓 。
G90G54G40G1Z100F1000M03S3000
G0X0Y0
X40Y70
Z5
G1Z-2F50
G1X40Y90F1000
X50Y100
X70
Y110
X80
Y100
X90
Y110
X100
X110Y100
X140
X150Y120
X170
X180Y100
Y70
X170Y50
X150
X140Y70
X40
G1Z5F200;外圈轮廓加工完毕 , 抬刀
G0X150Y70;移动至内圈轮廓起点
G1Z-2F50;下刀至加工深度
Y100F1000;继续加工内容长方形
X170
Y70
X150
G1Z5F200
G1Z100F1000
M5
M30
仿真结果如下图所示
【6g|FANUC数控铣床编程基础-G01直线插补1】
- Java|FANUC数控铣床编程实例48 矩形平面区域的行切加工宏程序-折返走刀和同向走刀
- 电子往复锯 数控裁板锯有什么的样的特性 二
- 佛山豪德数控机械有限公司生产基地|广东家居木工机械制造突围 国产数控软件弯道超车
- 数控|三维家创始人蔡志森:工业软件是制造业的关键引擎,开启数字化的钥匙
- 宝鸡新闻网讯(记者 宋秉琴)“希望今后能将展会和数控机床产业链融合起来|参展商罗建忠:希望家乡宝鸡举办的展览会越办越好
- c轮融资|五轴联动数控机床制造商意特利完成1.5亿元C轮融资
- 宝鸡新闻网讯(记者 宋秉琴)“这次参展我们总共带来了3款新产品|1台效率顶4台!宝鸡这家企业展出的数控车床备受客商青睐
- 双端数控开榫机解决企业的培训成本
- 编程|FANUC数控铣床编程实例15-铣削旋转阵列窄槽
- 数字化|工信部:“十三五”时期全国工业企业关键工序数控化率达54.6%