文章图片
文章图片
激光技术极大地改善了微机械应用 , 并继续对先进的电子封装和印刷电路板(PCB)制造产生强大影响 , 有助于推动性能提高、功耗降低的设备的发展 。 脉冲紫外激光技术尤其为大批量生产应用铺平了道路 , 采用了更一致、更环保的工艺 。 同时 , 测量行业也迫切需要跟上最新激光发展的步伐 。 因此 , 这两个领域的同步研究和创新对于进一步改进工艺链和评估如何使用敏感材料至关重要 。
支持5G移动通信的新材料
移动设备市场是先进电子封装和印刷电路板(PCB)制造业发展的驱动力之一 , 激光技术发挥着关键作用 。 从FR4等厚纤维复合材料到薄柔性层压板(柔性PCB或FPCB) , 一组高度多样化的材料现在可以使用多种激光源以多种方式进行加工 。 其中一个发展是5G移动通信 , 它可以显著提高无线数据速率 。 毫不奇怪 , 新材料被要求以更高的速度接收、操作和传输数据 , 传统的聚酰亚胺介电层必须被改性聚酰亚胺(MPI)和液晶聚合物(LCP)等先进材料所取代 , 这两种材料在5G频率下都具有优异的介电性能 。 出于各种原因 , 包括其对更高频率以及天线相关组件的适用性 , LCP被视为5G的首选材料 。 在激光加工方面 , 在FPCB制造中进行全深度轮廓切割/布线 , 其中设备或组件的最终设计形状从材料板或腹板上切割 。
在厚度为100um的铜箔上钻孔 , 20WFORMULA系列激光器的效率比15W提升了60% , 达到250 mm/s 。
用于全深度切割的高功率紫外激光器
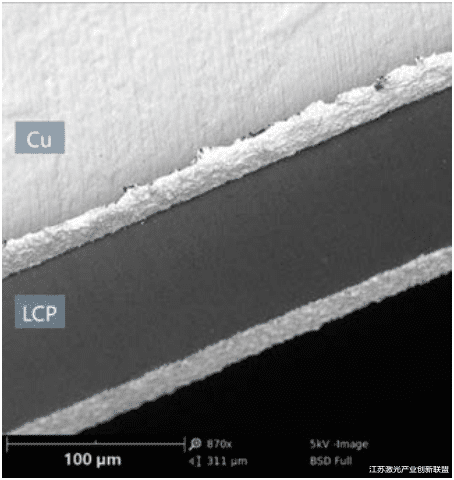
高功率紫外(UV)混合光纤激光器非常适合FPCB制造中的全深度切割 。 MKS工业激光应用研究人员更仔细地观察了切割的质量:他们使用光谱物理类星体激光器进行了一系列切割实验 , 该类星体激光器的平均紫外功率为80 W , 每脉冲高达400μJ 。 测试了基于LCP的FPCB材料 , 包括裸LCP板和覆铜LCP层压板 。 类星体激光器提供了时移可编程脉冲技术的灵活性 , 允许在从单次激发到3.5 MHz的宽脉冲重复频率(PRF)范围内探索一系列时间定制的脉冲输出(脉冲宽度、脉冲模式、脉冲整形) 。 所有测试均使用用于高速多程处理的2轴扫描检流计进行 , f-θ物镜(f=330 mm)与可变光束扩展望远镜相结合 , 以探索焦距范围(20–35μm , 1/e2直径) 。
测量光束的挑战
激光的切割深度在很大程度上取决于施加在材料上的能量 。 保持激光束的脉冲能量在规定范围内是非常重要的 , 但是测量激光束并不容易 , 因为高脉冲能量和短脉冲导致激光束的峰值功率很高 。 只有使用能够承受更高功率密度的专用传感器 , 才能测量光束的平均功率或间歇功率 。 通过使用新开发的涂层 , Ophir F80(120)a-CM-17等热传感器能够在上述应用中测量纳秒脉冲紫外激光 。 由于其独特的吸收体 , 传感器不会受到通常由非常短的脉冲引起的烧蚀的影响 , 并且可以在80 W时承受高达7 kW/cm2的高功率密度 。
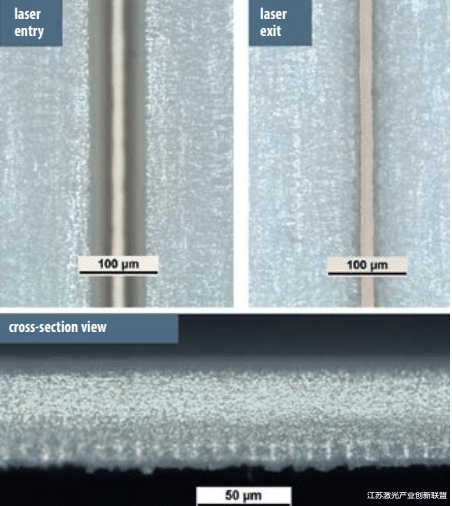
使用LCP板材实现最佳切割效果除了应用于材料的能量外 , 还有许多其他参数会影响切割质量 。 该系列的第一次试验是在厚度为50μm的裸LCP板材上进行的 。 初步试验表明 , 与聚酰亚胺类似 , 该材料在紫外光下的烧蚀阈值相对较低 。 然而 , 与聚酰亚胺不同 , LCP对过度加热敏感 , 需要仔细优化工艺以避免熔化和炭化 。 最佳切割结果是使用短激光脉冲宽度(~2–3 ns)和在高PRF(>750 kHz)下提供的适度脉冲能量 。 图1中的光学显微镜图像显示了最终切割的入口、出口和横截面视图 。
- cos:碧蓝航线可畏旗袍cos正片@贞子
- iPhone14系列这边的爆料还在持续|郭明錤预测iphone15将换成usb-c接口
- 可装微信阅读电纸书 比同类产品更具性价比
- 游戏本|联想发布Legion 7游戏本:最高可选AMD 锐龙9 6900HX
- 联想Yoga|为啥越来越多人宁可买小米,也不选同价位的苹果,其实原因很简单
- 二氧化碳|中国学者发现嫦娥五号月壤可催化生产氧气和燃料
- 星链|西方指控俄方网络攻击后,马斯克夸赞“星链”系统:可抵御俄干扰
- 摄影|1999元价格亲民,超大底传感器+66w闪充,vivo新机得到用户认可
- |有史以来最快的逻辑门可以使计算机的速度提高一百万倍
- 安卓|想买一个拍照手机,这几款手机可以考虑,丝毫不用担心后悔